• пониженная коррозионная стойкость областей около сварного шва, поэтому сварка таких сталей проводится с осторожностью.
По коррозионной стойкости ферритные стали уступают аустенитным, однако из-за более низкой стоимости их используют с ограничением по применению (учитывается тепловая нагрузка, вид топлива, частота и время использования, температура окружающей среды).
Нержавеющие аустенитные стали:
Рекомендуемая максимальная температура применения в течение длительного времени (до 10 000 час)—до 800°С (ГОСТ 5632-72 в ред. 1991 г., Приложение №1, Таблица №2 в конце статьи).
Для ферритных нержавеющих сталей данные подобных испытаний отсутствуют (ГОСТ 5632-72 в ред. 1991 г., Приложение №1, Таблица №2 в конце статьи)
Чтобы определить, ферритную или аустенитную сталь вы покупаете, проверьте ее магнитом — ферритная сталь магнитится.
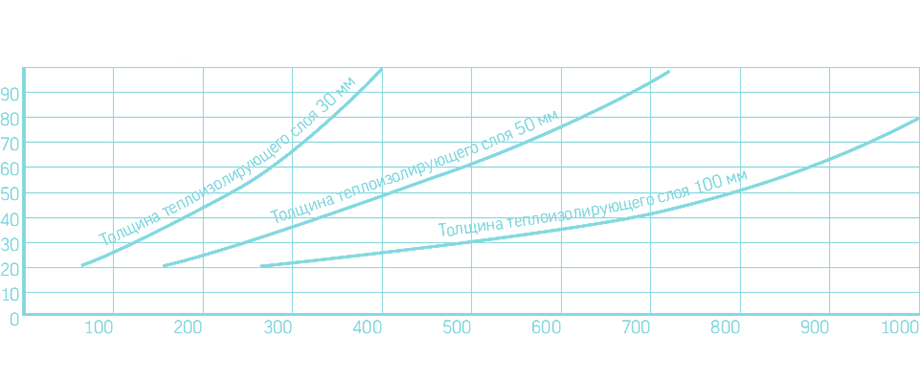
3. Толщина изоляции
Толщину изоляции мы советуем выбирать в зависимости от типа тепловой установки и вида используемого топлива. Обратите внимание, минимальная допустимая толщина изоляции дымовой трубы для банных печей - 50 мм. Подробнее - в таблице №2, в конце статьи
4. Тип сборки
В настоящее время распространены 2 типа сборки дымохода – правильный тип сборки «на конденсат» и по старинке «на дым».
1. При сборке на «конденсат» образующийся конденсат, сажа, случайно попавшие в дымовую трубу листья деревьев, двигаясь по дымовому каналу вниз, не встречают препятствий, попадают в топку, где сгорают или попадают в конденсатоотвод. Из конденсатоотвода продукты сгорания легко удаляются.
2. При сборке «на дым» сажа и мусор, двигаясь вниз, скапливаются на стыках труб, а конденсат и смолистые соединения стекают по наружной трубе (если это моносистема) или в слой теплоизоляции, (если это термосистема). Труба может засориться, а утеплитель намокнуть и потерять теплоизолирующие свойства. При последующем нагреве дымохода конденсат и смолистые соединения, попавшие в слой теплоизоляции, испаряются и попадают в помещение. Пожаробезопасность такого дымохода сильно снижается.
5. Тип сварки
Для аустенитных сталей применяется TIG-сварка (сварка в среде инертных газов без доступа кислорода). Такой тип сварки сохраняет антикоррозионные свойства металла, обеспечивает точное соответствие геометрических размеров (допустимая погрешность расположения свариваемых элементов при такой сварке—0,1мм). Другие типы сварки не обеспечивают такого точного сопряжения деталей.
Для сварки ферритных сталей (AISI 430, AISI 409) применяют сварку внахлест. При нагреве происходит микроструктурное изменение сварного шва и прилегающих областей и, как следствие, снижение антикоррозионных свойств. Это одна из причин ограниченного применения. Погрешность сопряжения деталей больше, чем в TIG-сварке, но находится в допустимых пределах. TIG-сварку для стали AISI 430 не используют, т.к. в результате происходит изменение структуры стали и потеря механических свойств (уменьшение пластичности, повышение хрупкости), препятствующих дальнейшей механической обработке.
6. Центровка изделий
Внутренняя и внешняя труба не должна сдвигаться относительно от своей оси. Смещение говорит о недостаточной плотности изоляции и, как следствие, нарушении теплоизоляционных характеристик дымохода.
7. Точность изготовления
Если все элементы конструкции выполнены точно, то сборка/разборка системы должна проходить легко, без больших механических усилий.
8. Ассортимент изделий, цветовая палитра
Каждая система («Моно» и «Термо») должна содержать не менее 15—20 фасонных элементов разного типоразмера. Благодаря этому Вы можете собрать дымоход различной конфигурации с учетом типа вашей тепловой установки, экстерьера вашего дома, особенностей монтажа.
При выборе дымохода обращайте внимание не только на цену, но и на материалы, технологию изготовления, техническую документацию.
-
- AISI 316 (ГОСТ 08Х17Н13М2)
- AISI 310 (ГОСТ 10.20Х23Н18)
- AISI 304 (ГОСТ 08Х18Н10)


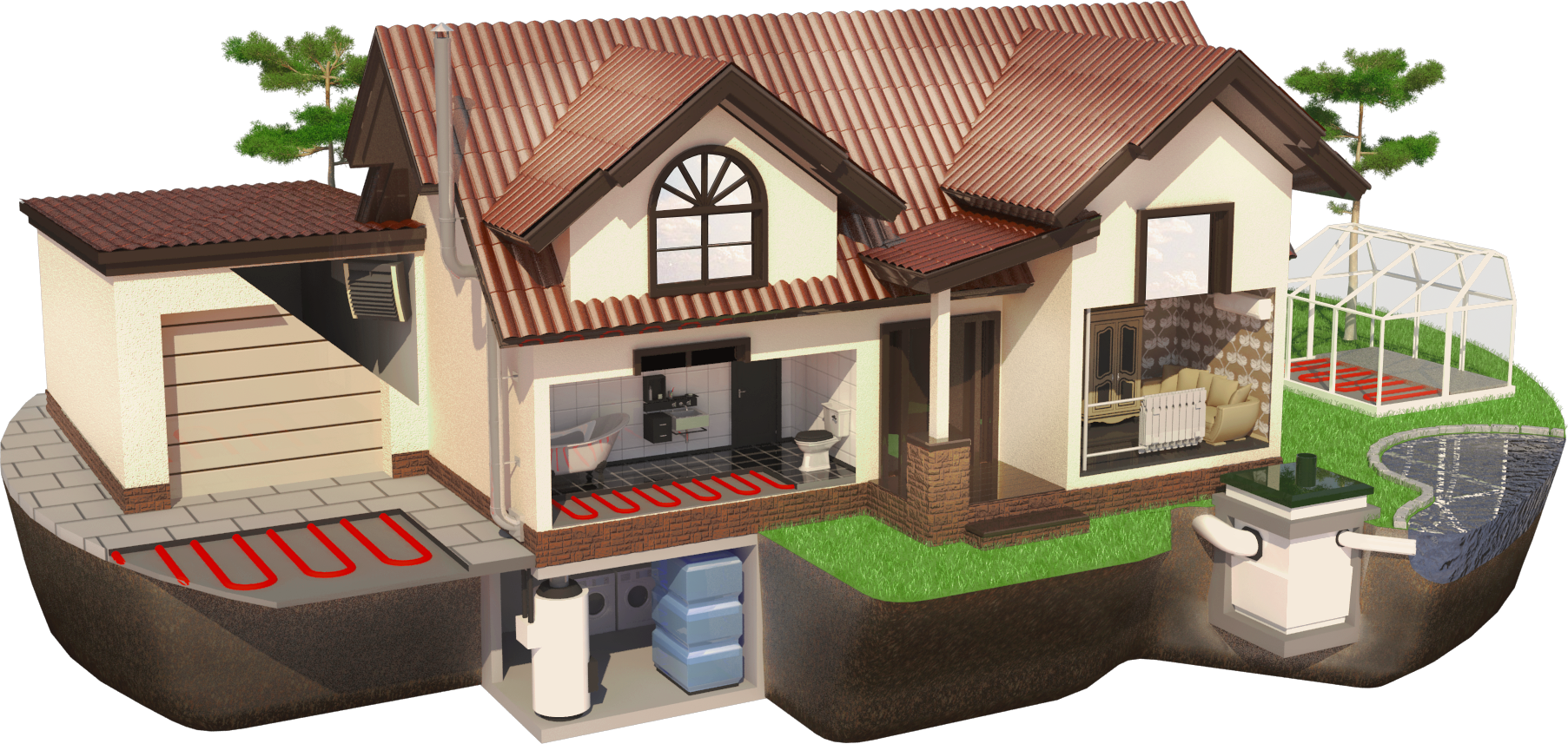







 Система дымоотведения играет важнейшую роль и является неотъемлемой частью каждого дома, существование которых без дымоходов не представляется возможным.
Система дымоотведения играет важнейшую роль и является неотъемлемой частью каждого дома, существование которых без дымоходов не представляется возможным. Название, в данном случае, говорит само за себя.
Название, в данном случае, говорит само за себя. Металлические трубы имеют оптимальное сечение для удаления дымовых газов.
Металлические трубы имеют оптимальное сечение для удаления дымовых газов. Одним из самых надёжных считается модульный дымоход.
Одним из самых надёжных считается модульный дымоход. Одностенные дымоходы подходят для установки в уже имеющиеся кирпичные дымоходы любой протяженности и как отдельная система дымохода для отопительного оборудования с низкой температурой исходящих газов. Элементы одностенной системы дымоходов предназначены для использования в качестве устройств удаления газов от теплогенерирующих аппаратов, работающих на различных видах топлива.
Одностенные дымоходы подходят для установки в уже имеющиеся кирпичные дымоходы любой протяженности и как отдельная система дымохода для отопительного оборудования с низкой температурой исходящих газов. Элементы одностенной системы дымоходов предназначены для использования в качестве устройств удаления газов от теплогенерирующих аппаратов, работающих на различных видах топлива.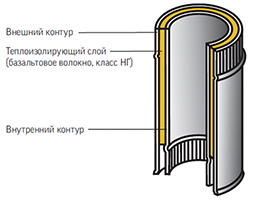 Элементы двустенной системы дымоходов предназначены для использования в качестве самостоятельной конструкции, устойчивой к воздействию высоких температур, кислот и атмосферных воздействий. Система Евро ТиС Термо применяется для отвода продуктов сгорания от теплогенерирующих аппаратов, работающих на различных видах топлива.
Элементы двустенной системы дымоходов предназначены для использования в качестве самостоятельной конструкции, устойчивой к воздействию высоких температур, кислот и атмосферных воздействий. Система Евро ТиС Термо применяется для отвода продуктов сгорания от теплогенерирующих аппаратов, работающих на различных видах топлива.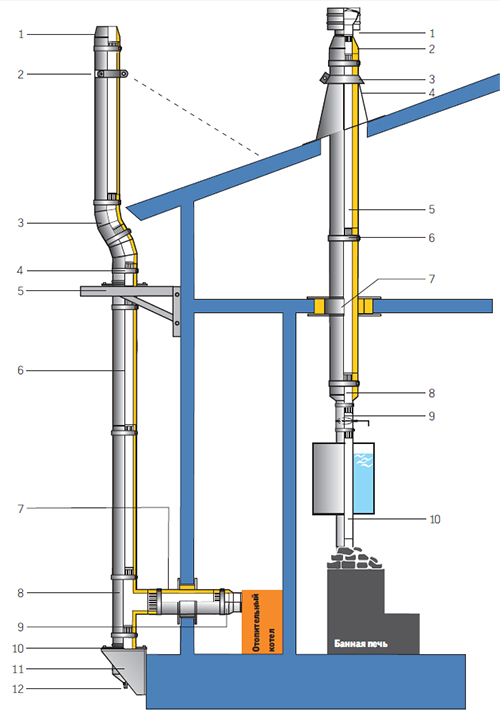
 Элементы дымохода могут быть изготовлены из оцинкованной стали с покрытием полиэстер следующих цветов:
Элементы дымохода могут быть изготовлены из оцинкованной стали с покрытием полиэстер следующих цветов: